| David L O Smith - Home |
Westdale Coaches DMU BogiesSome ideas and suggestions for assembling these powered and non-powered 7mm scale bogie kits |
I have written up these notes at the request of those who asked for more detail of my earlier brief write-up |
I was asked if I would help sort out the motor bogie for a Class 121/2 ‘Bubblecar’ that a fellow modeller was building from a kit by Westdale Coaches. Looking at the components I could see that they were potentially a useful kit of parts but I could also see why the builder had got into difficulties: the instructions give only an outline idea of how to go about assembly and the etches have some errors that need correcting.
The nickel silver etches, signed ‘J Harris’, are commendably neat but I found that some areas need to be removed to make a workable bogie; these are marked in red (below).
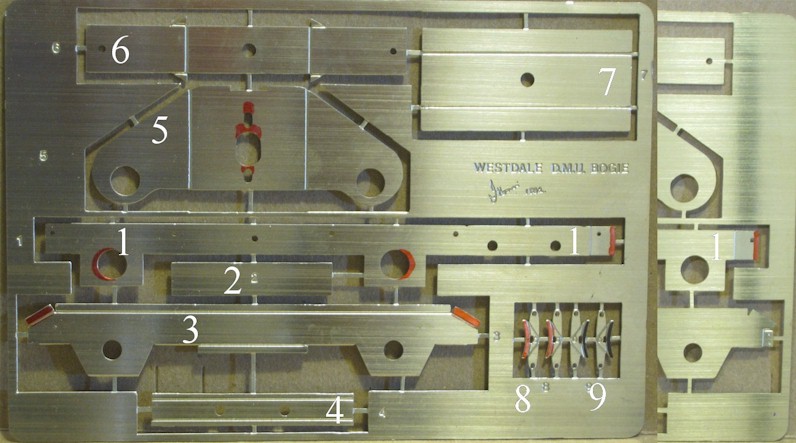
Areas to be removed are marked in red (reverse of etch shewn
on the right).
For a power bogie, the holes in the motor mounting plates (Part 5) and bearing holes in the inner frames (Part 1) require quite some ‘drifting over’. As supplied, even at the upper limit of the slotted holes, the folded up etches for the gearboxes (Part 5) hold the motor far too close to the axle; the small screw slots and the larger central slot that locates the motor all need elongating ‘upwards’.

With the gearboxes assembled on the motor, the minimum wheelbase is fixed but it is about 1mm greater than that of the inner frames (Part 1, which are correct for 8’ 6” ie 59.5mm), so the bearing holes each need elongating by about 0.5mm to accommodate the wheelbase, which is set by the bearings in the gearboxes.
The holes for the bearings do not need elongating for a non-powered bogie.
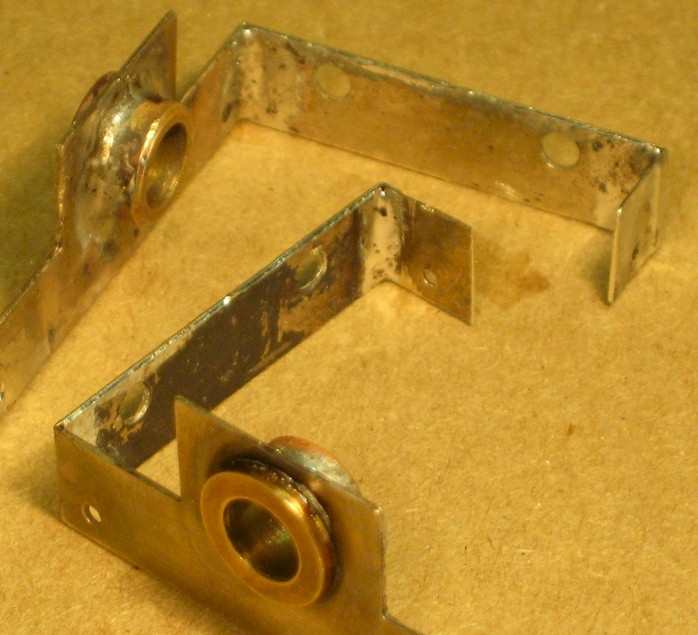
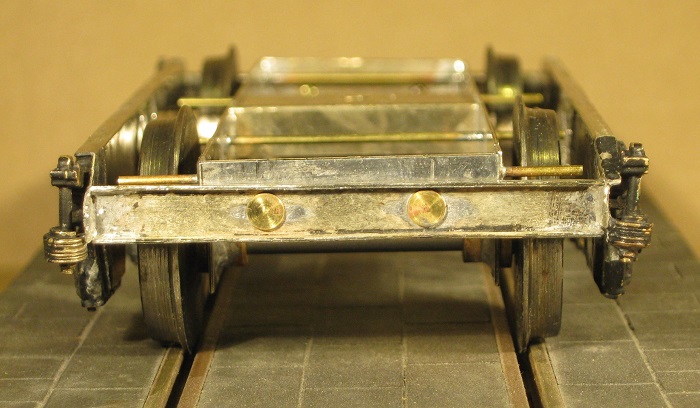
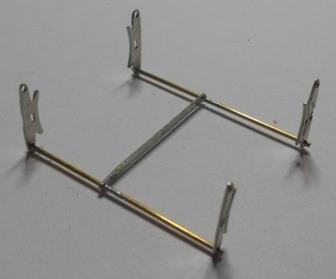
The key to making a successful working bogie is probably building a square set of inner frames but the two half-etched lap joints that make up the inner frames are not quite in the correct place on the etches so they need shortening to achieve a square structure. Failing to recognise this and soldering up the two L-shaped parts (folded from Parts 1) by aligning with the edges of the lap and with the holes for the wire that hold the upper end of the brake hangers, is likely to result in frames that are well out of square (ie the ends and the wires are not parallel with the axles), as seen below.
A frame that has been assembled according to the Westdale instructions but
without making any modification to the etches at the lap joints.
The problem may be seen more clearly by looking at the lap joints on the bogie shewn above in more detail.
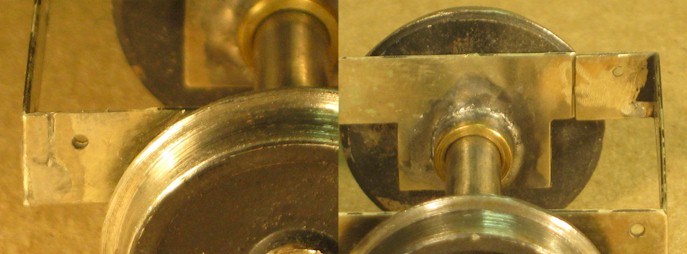
In this case, the builder has not unreasonably aligned the two etches (Parts 1) using the holes and the edges of half-etch lap joints as a guide. To correct the error, I chose to dismantle the frame into its two parts, remove about 0.5mm from each end of both, rebend the L-shapes until they were square and then run a small solder fillet into the corners. Checking afterwards with an engineer’s square, it’s tricky if the fillet has pulled the corner out of square but remelting the solder whilst correcting the bend until it is at right angles is the only solution that I know; using only a small fillet is far less likely to pull the angle out and will be more than adequate reinforcement of the half-etch bend.
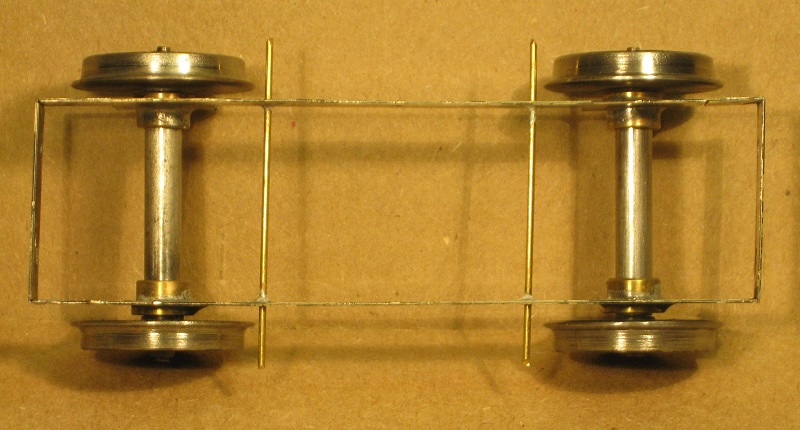
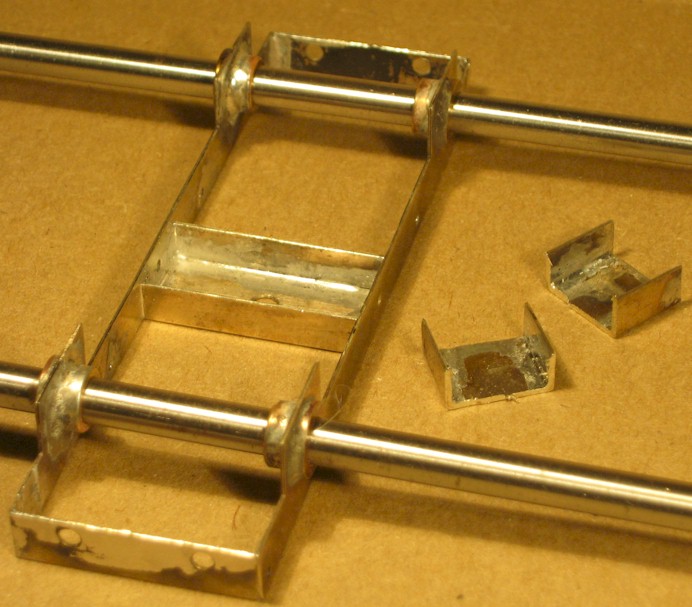
With the axles, or two lengths of (silver) steel, in the bearings to keep the two parts in alignment, the lap joints may be remade to make a pleasingly square inner frame.

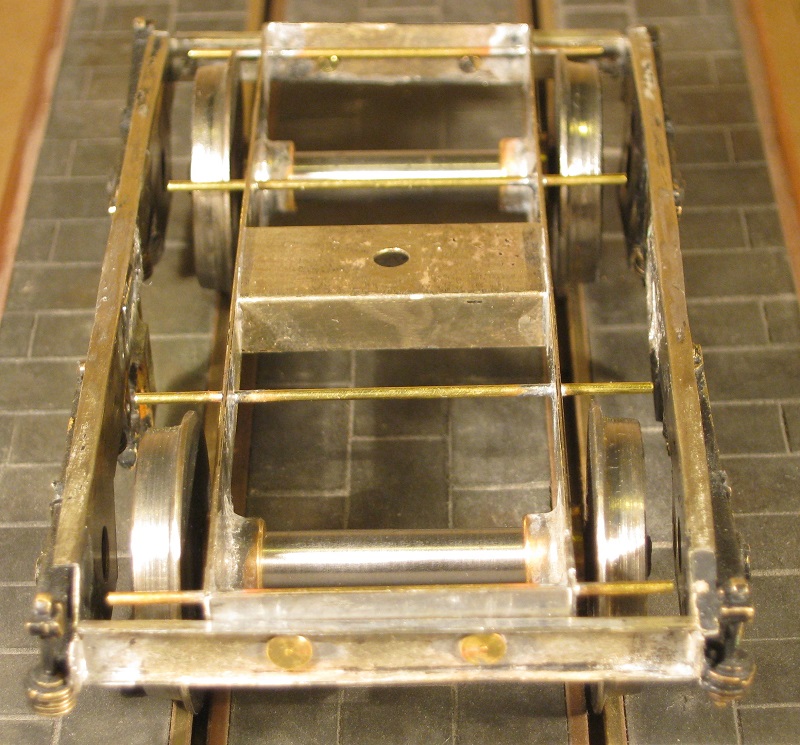
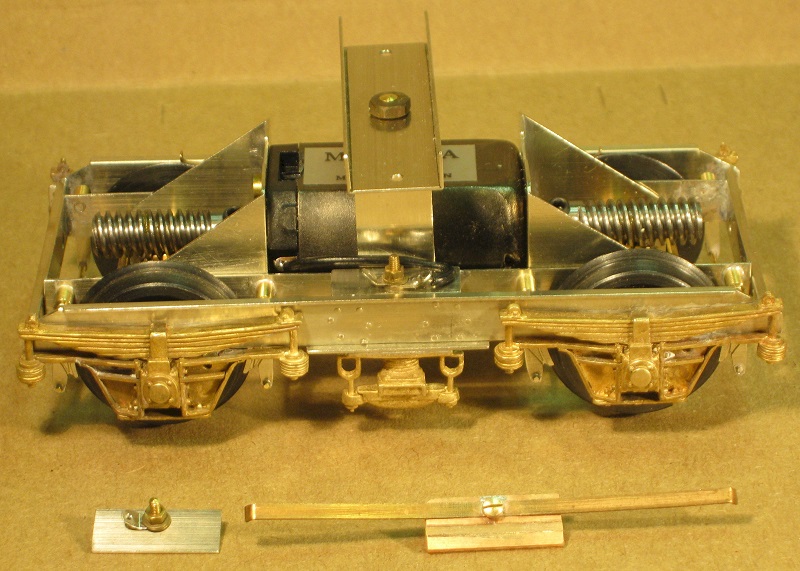
This example (below) is a trailing bogie and the instructions imply that the bolster (Part 7) should be soldered into the middle of the outer frames (Parts 3 and 4), which are screwed to the inner frames (but see later). However, after the builder had done this he realised that either the bolster or the inner frames would need modifying as the outer frames would not sit low enough on the inner frames to line up with the wheels.
It seemed more sensible to me to shorten the bolster (Part7) and solder it between the inner frames (below), which would also give them more rigidity.
Next, I addressed the misplaced holes for the wires that support the upper ends of the brake hangers. This is not such a serious problem and it could well be ignored; in fact, in reworking the powered bogie, I did not notice that they were misplaced until after I had soldered in all the brake hanger supports (see later) so I decided to leave them where they were. However, for the unpowered bogie I was forewarned so I decided to correct the holes before soldering in the wires. The problem is that the holes should all be in the same place relative to the centre of the axles but two holes on each etch (Part 1) are not.
I have a little jig that I use to locate holes for brake hanger supports, pickups, in fact anything on the frames that needs to be at a given distance from the centre of an axle. It is a plug in the shape of an inverted top hat that has a centre ‘pip’ to use as a datum for marking out with a pair of dividers.
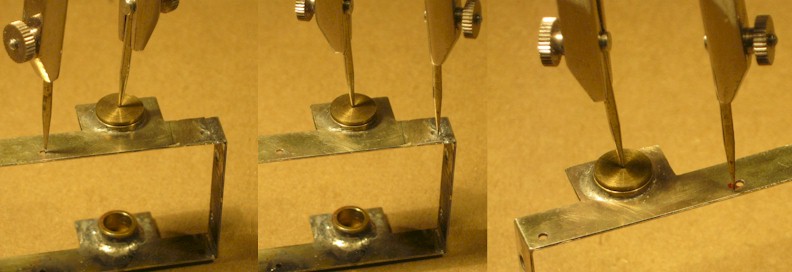
To the left of the image (above), the plug is in an axle bearing and the dividers are set to a ‘correct’ hole (I am assuming that the two holes that are at the same distance from the axle centre are correct). Moving the plug and dividers to the hole at the lap joint (centre) shows that this hole is not in the same relative place. Similarly, moving to the last hole on the same side (ie on the same Part 1 etch) indicates the same problem; for clarity, I have marked the correct location in red (right). Rather than re-drilling each hole and risk breaking into the old hole, I elected to use a fine needle file to elongate the hole until the support wire was held parallel to the associated axle, and then to solder it in place.

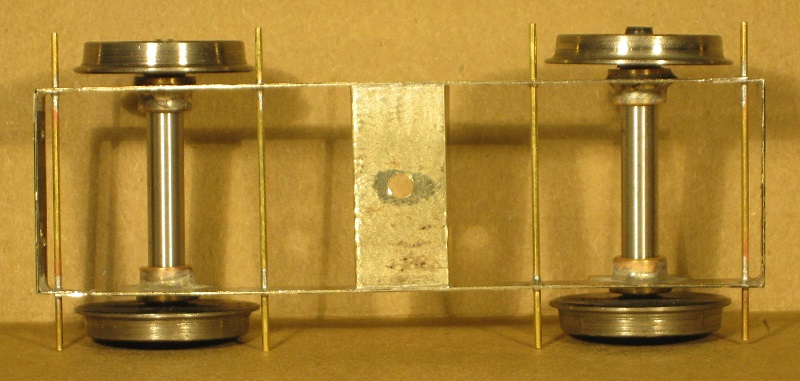
The wheels supplied with the unpowered bogie are a push fit on their axles so, replacing them in the frames, the inner part of the bogie is complete; any apparent out of squareness is due my camera – it is all square!
Turning now to the outer frames (Parts 3 and 4), it made sense to me to use the completed inner frames as a support for the end pieces (Part 4), held with the 4BA screws and nuts that are supplied, whilst the side pieces (Part 3) are soldered onto them; in this way, the outer frames are bound to fit the inner frames.
As indicated in the earlier image of the untouched etch, I suggest that the two end parts of the upper flange are removed so that they do not interfere with the spring castings.

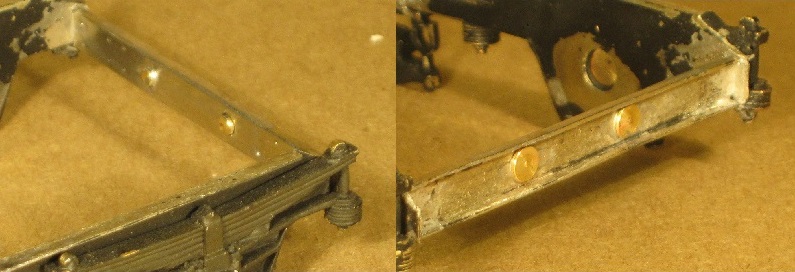
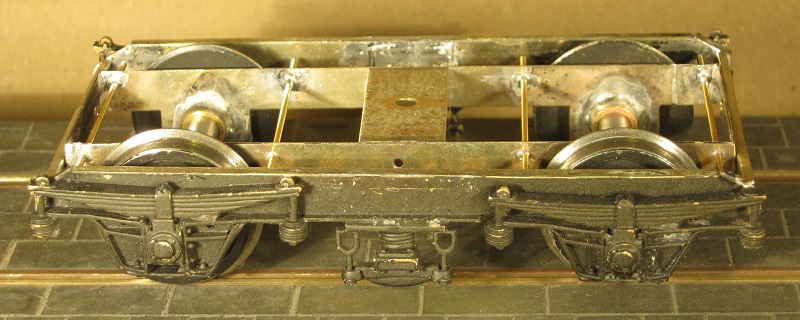
This interference is well illustrated (below) on the assembled unpowered bogie where the original builder had removed the end flange on one of the outer side frames but not from the other before soldering on the spring/axlebox/W-iron castings; the casting on the left lies flat against the side frame whereas that on the right is displaced at the top and lies neither flat nor vertical. (Yes, I know about the overall twist, I’ll come to that later.)

The 8BA screws and nuts ‘do the job’ but they did seem rather obtrusive to me; 10BA would have been less so but I decided to replace them with stubby brass pins so that the outer frames could just be sprung and clipped over the inner frames.
This seemed an even less obtrusive arrangement to me and there is very little load on them: just the weight of the cosmetic outer frames. The pins were a straight forward turning exercise but, without a lathe, I would have simply filed the heads of the screws down until the slots had disappeared, shortened the screws to about 1mm in the threaded length (ie 0.45mm to pass through the end of the outer frame, plus 0.45mm to pass through the end of the inner frame, plus a bit), chamfered the ends and soldered them into the holes in the outer frames.
It may well be that the ends of the bogies are hardly visible when in service under a car so this was all quite unnecessary, or perhaps it was only necessary at the outer ends of the bogie with the screws and nuts used only on the inner ends. Nevertheless, it pleased me and gives a tidy end result.
With the simpler unpowered bogie complete (above), it makes sense to return to the rebuilding of the original powered bogie. One gearbox is attached to the Mashima motor at its metal end (ie the end away from the brushes and the end to which gearboxes are usually attached on can motors) using the small cross-head screws that are provided.
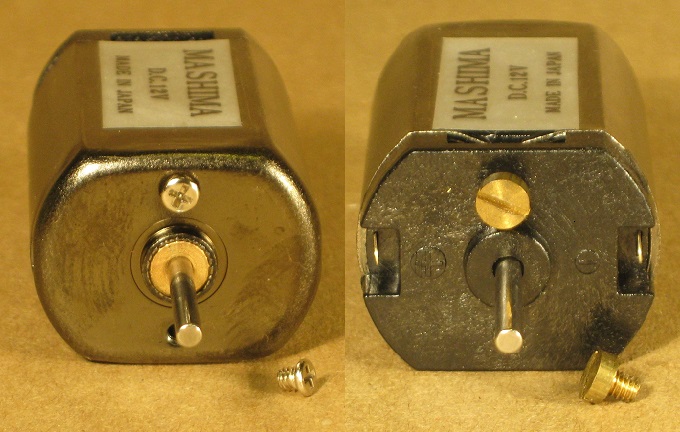
The instructions suggest using small self-tapping screws to attach the other gearbox at the plastic end but none are supplied and they are not so easily found; I used short (4.5mm) 6BA brass screws, which will happily cut their own threads in the plastic. If you cannot find short screws, brass ones may be shortened (run on a steel nut, saw/crop thread, file back to nut, remove nut and file a small tapered ‘lead’ on the cut end) or washers may be placed under the heads. Decent self-tapping screws are hardened steel and can be shortened only by grinding.

The steel worms and brass worm wheels are retained on the motor shafts and axles, respectively, with hex socket grub screws. For the powered bogie, each axle has an insulated fixed wheel pressed on at one and a ‘live’ wheel screwed on at the other end. To allow the motor/gearboxes assembly to be removed, the top hat bearings are fitted from the inside of the gear boxes but they need to be shortened so that the ‘crown’ is only about 1mm long (ie, similar to the pins on the unpowered bogie: 0.45mm to pass through the cheek of the gearbox, plus 0.45mm to pass through the side of the inner frame, plus a bit). In this way, the sides of the inner frames maybe pulled out a little to allow them to be sprung over the bearings and retained firmly in place (but note, as described earlier: the holes in the sides of the inner frames (Part 1) will need to be elongated by about 0.5mm to increase the wheelbase by about 1mm).
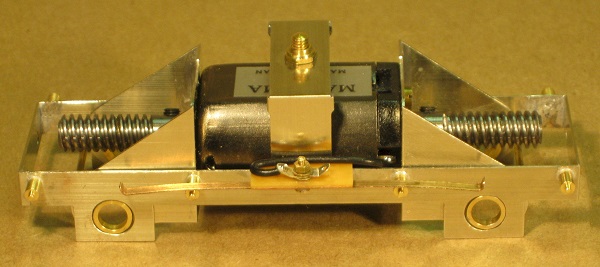
The lower bolster (Part 6) is folded up to form an inverted U-shape with outward-projecting brass pins (made from 0.9mm wire soldered into the etched holes and trimmed to 0.5mm in length) to allow it to be sprung into position between the motor and the inner frames.
The pickup on the insulated side (above), is a phosphor-bronze strip soldered beneath a copper-clad bracket that is soldered to the inner frame, a cut in the copper isolating the pickups. A 12BA cheese-head screw through the strip and the copper-clad, two solder tags (one for the wire to the motor, the other for a wire to the non-powered bogie) and a nut complete the pick-up assembly.
The pickup on the ‘live’ side (above), is similar to the insulated side except that there is no need for the phosphor bronze strip and the bracket is made from nickels silver, rather than copper-clad. To take up the end float on the axles, spacers/washers may be placed between the brass worm wheels and the brims of the top hat bearings (my preference) or they may be placed between the backs of the wheels and the crowns of the top hat bearings.
It would have been possible to use the same arrangement on the powered bogie to support the brake hangers as on the non-powered bogie (ie 0.7mm diameter transverse wires, although the inner two wires would need removing inside the inner frames to clear the motor/gearboxes). However, I decided to turn up eight posts with 0.7mm diameter spigots on each end so that one end could be soldered into the inner frames and a brake hanger could be sprung over the other (below). As an aside, the same could be achieved with wire by slipping suitable lengths of tubing over the projecting ends to leave a spigot of exposed wire.

It was only after I had soldered in all eight posts and assembled the wheels on their axles that I realised that the holes for these posts were not all in the correct places on the etch (as described earlier), but I decided to leave them where they were as only the lower parts of the brake blocks and hangers may be seen on the completed bogie.
I assume that the brake blocks and hangers are right- and left-handed, as there are two part numbers (Parts 8 and 9), but I could not tell them apart so I marked Parts 8 in red and Parts 9 in black whilst they were still on the etch, in case it was important. As it turned out, the misalignment of the holes for the posts was probably of more significance than mixing up right- and left-handed etches.
I soldered up the brake rigging in situ as two assemblies, each using four etches of brake hanger/blocks, brass wire as lower cross-rods and a brass strip to join each pair of cross-rods so that the assembly is ridged and may be clipped over its four posts.
The twist in the overall frame of the non-powered bogie is most unfortunate; it is about 0.3mm from side to side, although it does look to be more in the photographs. When I first assembled the bogie I found that, although I had assembled the inner frames square on a piece of plate glass, the wheels were not all in the same plane and so they rocked badly on a flat surface. I should have probably taken the photographs at this point and said nothing, but that would hardly have been helpful so I twisted (racked) the rigid inner frames until the wheels did all touch the flat surface.
With a bit of investigation after the event, I discovered that the error is due to the two holes for the axle bearings in the inner frames (Parts 1) not being at the same distance from the top of the etched part, which I used as my datum (not unreasonable but a mistake, nonetheless); one hole is about 0.25mm higher than the other. It would be quite bit of work to correct the error at this stage and, speaking to the owner, we have decided to leave it. I did not notice this problem earlier with the powered bogie because I adjusted the gearboxes on the ends of the motor until all four wheels touched the flat surface before tightening up the screws; the inner frames with their elongated holes then conformed when they were sprung over this rigid assembly, and then the outer frames likewise, so there was no overall twist.
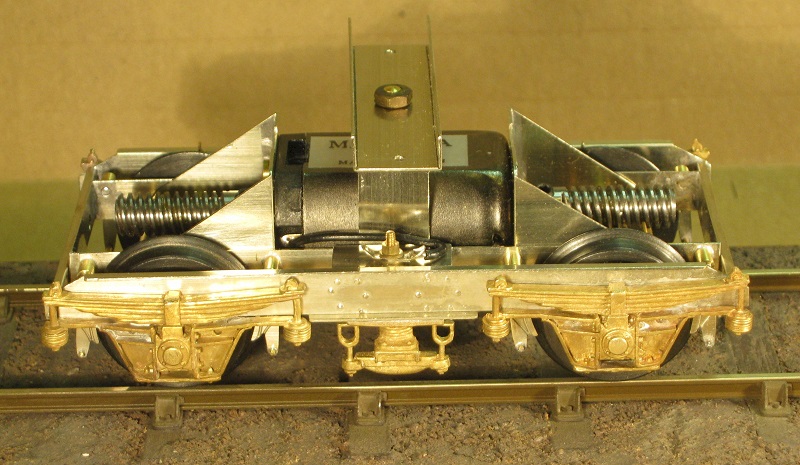
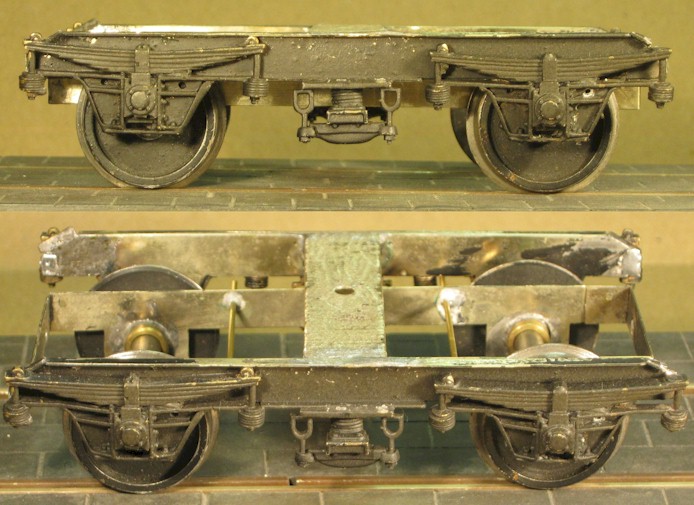
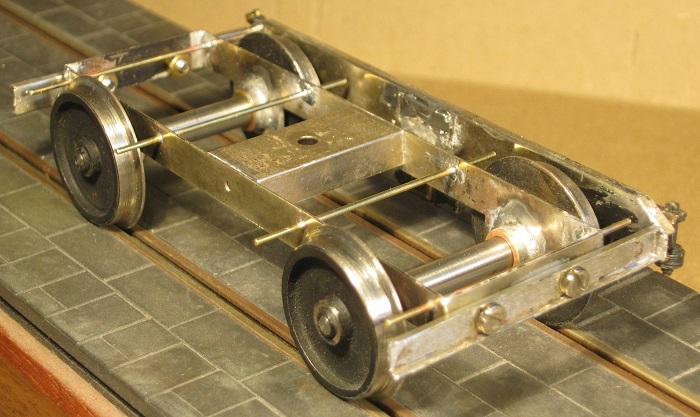
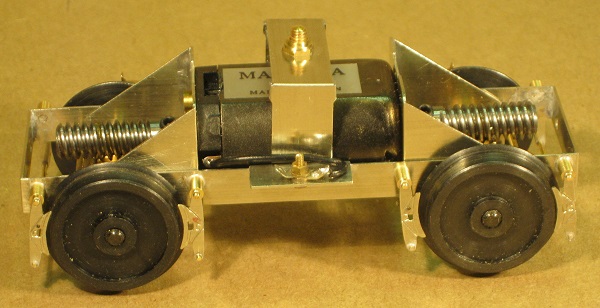
The powered bogie was completed with outer frames, as for the non-powered bogie, and with the upper bolster (Part 7) secured to the lower bolster (Part 6) with a 6BA screw, top hat washer and a half-nut; I left it to the owner to devise a fixing for the upper bolster to the floor of the DMU car. Sitting in front of the completed powered bogie (above) is a set of pick-ups for the non-powered bogie that the owner asked me to make for him.
Working on a ‘modern’ diesel was quite a deviation for me but it was vaguely reminiscent of scratch-building the ‘bogie’ (below) for my GER class G15 Wisbech & Upwell Tramway 0-4-0 tram loco (later LNER class Y6) about forty years ago
